
-
-
-
Tổng tiền thanh toán:
-
Chu trình khoan trong phay CNC
Đăng bởi CÔNG TY TNHH KORESU 23/04/2024
Chu trình khoan trong phay CNC
Cả hai chu trình G73 và G83 đều có khả năng khoan. Sự khác biệt chính là các bước khoan của G73 không quay trở lại phía trên mặt của vật liệu trong mỗi lần khoan...
Cả hai chu trình G73 và G83 đều có khả năng khoan. Sự khác biệt chính là các bước khoan của G73 không quay trở lại phía trên mặt của vật liệu trong mỗi lần khoan, mà thay vào đó, nó lùi mặt cắt để phá vỡ các mảnh vụn sau đó áp dụng lại để tiếp tục khoan. Dưới đây tôi xem xét cách cả hai chu trình có thể được lập trình và các tình huống mà ta sẽ cần sử dụng từng chu trình.
Chu trình khoan trong phay CNC
Tôi thậm chí có thể kiểm soát nhiều hơn trên một số máy bằng cách sử dụng phương pháp khoan thay đổi. Đây là một tính năng mà chúng ta có thể sử dụng để xác định kích thước của mỗi lần khoan loại bỏ ít vật liệu hơn trên mỗi lần khoan để tăng tuổi thọ công cụ, phá vỡ các phoi và giúp làm mát xuống đáy lỗ. Nếu chúng ta không sử dụng qua chất làm mát trục chính thì đây là một kỹ thuật rất hữu ích.
Chu trình khoan trong phay CNC
- Chu trình khoan CNC G83 – Peck Drilling cycle
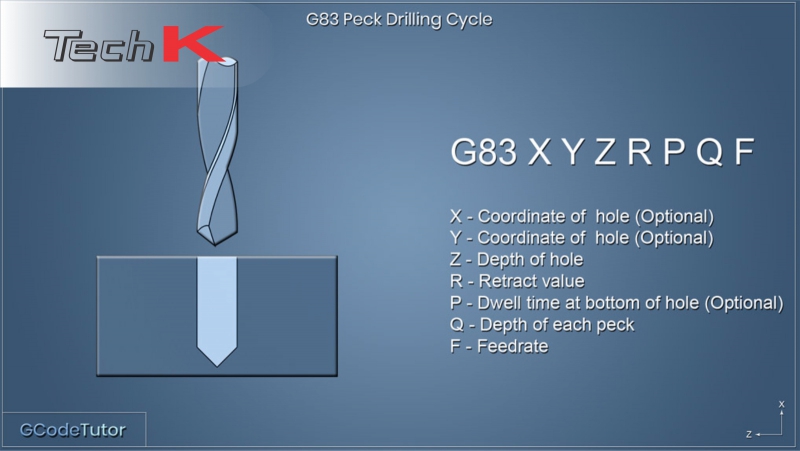
Chu trình khoan sâu G83
G83 X Y Z R P Q F
- X = Tọa độ lỗ theo phương X
- Y = Tọa độ lỗ theo phương Y
- Z = Độ sâu của lỗ
- R = Giá trị rút dao
- P = Thời gian dừng ở đáy lỗ
- Q = Độ sâu của mỗi lần khoan
- F = Tốc độ tiến dao
Chu trình khoan G83 sẽ rút dao lại về cao độ an toàn sau mỗi lần khoan. Cao độ an toàn được kiểm soát bởi giá trị R trong dòng mã.
Kỹ thuật này được sử dụng khi có sự tích tụ của phoi trong quá trình khoan và cần phải được loại bỏ. Sử dụng chất làm mát áp suất cao hướng vào đầu dụng cụ giúp rửa trôi sự tích tụ chip trên dụng cụ trong quá trình khoan và cũng cho phép chất làm mát chạm tới đáy lỗ để thúc đẩy cả bôi trơn và làm mát.
- Chu trình khoan CNC G73 – Peck drilling cycle
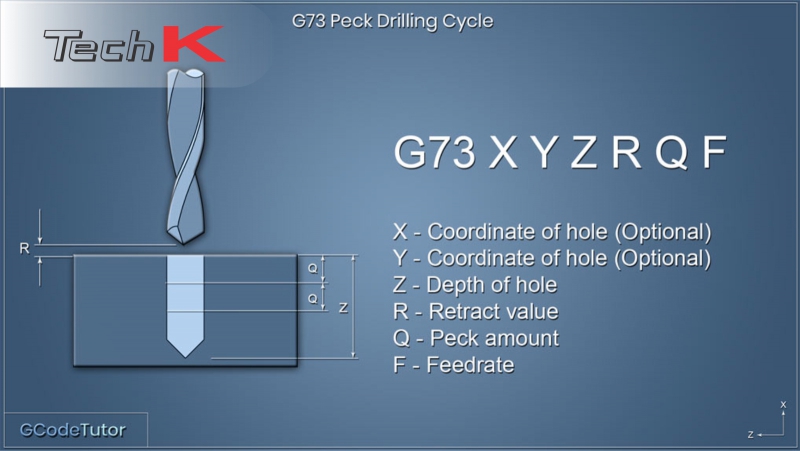
Chu trình khoan G73
G73 X Y Z R Q F
- X = Tọa độ lỗ theo phương X
- Y = Tọa độ lỗ theo phương Y
- Z = Độ sâu của lỗ
- R = Giá trị rút dao
- Q = Độ sâu của mỗi lần khoan
- F = Tốc độ tiến dao
Chu trình khoan của G73 hoạt động theo cách tương tự như G83. Sự khác biệt chính là mỗi lần khoan không trở về cao độ an toàn, thay vào đó, mũi khoan rút về một khoảng và dao vẫn trong lỗ. Điều này hoạt động như một bộ ngắt chip và thường được gọi là một chu kỳ phá vỡ chip. Chu trình này thường được sử dụng khi khoan với các mũi khoan dài có thể dễ bị rung. Bằng cách giữ mũi khoan bên trong lỗ trong khi khoan, thời gian gia công nhanh hơn đặc biệt là khi khoan nhiều lỗ.
Giá trị Q trong chu trình này đề cập đến khoảng cách mà mũi khoan cắt giữa mỗi lần khoan. Khoảng cách rút lại được đặt trong các tham số máy thường là 1.0mm.
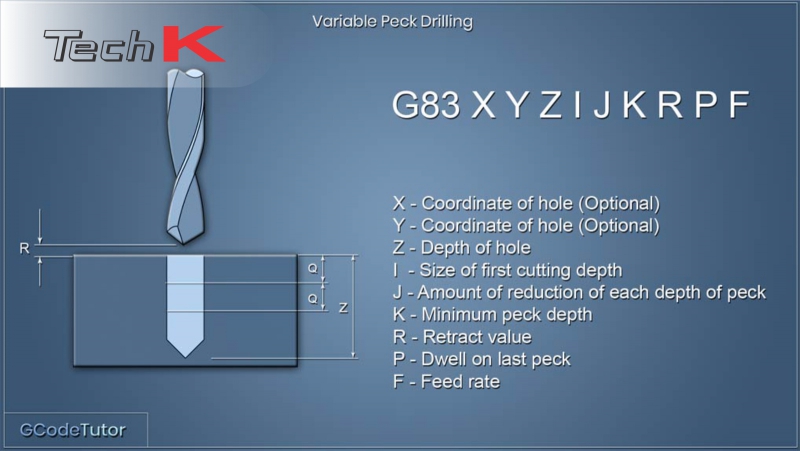
- Sử dụng I, J và K để khoan tùy biến
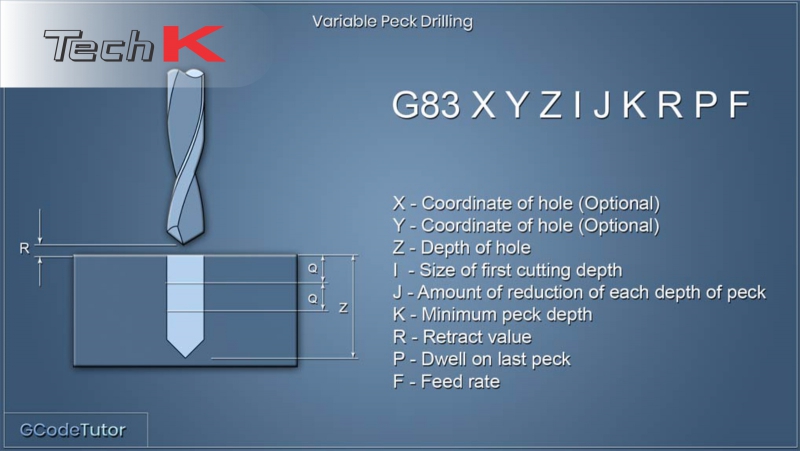
Chu trình khoan G83 với I, J và K
G83 X Y Z I J K R P F
- X = Tọa độ lỗ theo phương X
- Y = Tọa độ lỗ theo phương Y
- Z = Độ sâu của lỗ
- I = Kích thước độ sâu cắt đầu tiên
- J = Lượng giảm độ sâu của mỗi lần khoan
- K = Độ sâu khoan tối thiểu
- R = Giá trị rút dao
- P = Thời gian ở đáy lỗ
- F = Tốc độ tiến dao
Chúng ta có thể có nhiều quyền kiểm soát hơn trong chu kỳ khoan bằng cách sử dụng các giá trị I, J và K, chúng ta có thể giảm lượng vật liệu bị loại bỏ trên mỗi chu trình. Điều này được sử dụng để khoan lỗ sâu và khi khoan vật liệu cứng.
Độ sâu mũi khoan đầu tiên trước khi rút lại được xác định bởi “I” mỗi độ sâu mũi khoan sau đó sẽ giảm đi số lượng “J”. Điều này sẽ tiếp tục giảm kích thước cho đến khi đạt được độ sâu tối thiểu mà chúng ta nêu với “K”
Ví dụ
Z15.0 M08;
G83 X10.0 Y10.0 Z-15.0 I5.0 J1.0 K1.0 R5.0 P500 F50.0;
X40.0;
G98 X60.0;
G99 X40.0;
G80;
Hãy nhìn vào dòng G83 nơi tất cả các hành động xảy ra. Vị trí X và Y cho máy biết vị trí lỗ đầu tiên. Nếu các kích thước này không được thêm vào dòng này, điều khiển sẽ cho rằng mũi khoan đã ở vị trí hiện tại. Giá trị I chỉ ra số lượng vật liệu mà lần khoan đầu tiên sẽ loại bỏ, trong trường hợp này, chúng tôi đang khoan 5 mm trước khi rút lại lần đầu tiên. Các bước tiếp theo sẽ loại bỏ 4mm. Chúng tôi biết điều này vì giá trị J được đặt thành 1mm, do đó, nó sẽ giảm số lượng được khoan thêm 1mm trên mỗi lần khoan. Khi kích thước của bước khoan đạt tới 1.0mm (K), nó sẽ ngừng giảm lượng vật liệu bị loại bỏ và sẽ tiếp tục khoan ở mức 1mm giữa mỗi lần khoan cho đến khi độ sâu cuối cùng của lỗ. “P” sẽ giúp dừng thêm nửa giây nữa sau khi mũi khoan có chiều sâu cần thiết. Điều này giúp làm sạch đáy lỗ nếu chúng ta đang khoan lỗ mù, điều này có thể được bỏ qua nếu không cần thiết. Giá trị P tính bằng mili giây do đó P500 chứ không phải P 0.5
Cần lưu ý rằng các điều khiển khác nhau có thể xử lý việc này theo những cách khác nhau và ví dụ này là một tổng quan chung. Bạn nên luôn luôn đọc hướng dẫn sử dụng máy để xem chính xác cách điều khiển của bạn xử lý việc khoan thay đổi.
Vậy với bài viết trên có thể giúp các bạn hiểu được ý nghĩa và các đặc điểm của Chu trình khoan trong phay CNC.
Mong rằng bài viết này sẽ giúp bạn khi vừa bắt đầu lập trình CNC sẽ có thể làm quen nhanh với các mã lệnh và hệ thống được kiến thức của mình một cách nhanh chóng. Chúc bạn thành công!
Chia sẻ:
Các tin khác
- Hướng dẫn lập trình Tiện CNC hệ Fanuc 09/11/2025
- Sên (xích) xe máy 01/10/2025
- tài liệu cimatron tuyển 3D KORESU 15/06/2025
- Hướng dẫn Điều khiển vị trí bằng xung và tín hiệu hướng (MINAS A5/A5E/A6SG/A6SF) 28/02/2025
- Thiết bi và dụng cụ trong gia công EDM 24/04/2024
- Các mã lệnh gia công CNC phổ biến 04/08/2023



